THE HOT DIP GALVANIZING PROCESS
The HOT DIP GALVANIZING PROCESS comprise primarily of three stages and they are the chemical pre treatment galvanizing process, hot dip galvanizing process and the post treatment galvanizing process
Frequently words such as galvanizing, zinc galvanizing, galvanization would refer to hot dip galvanizing. The galvanizing process refers to the hot dip galvanizing process and the galvanizing process is the metallurgical application of zinc on iron or steel. The end product is the galvanized iron or steel product.

(A) Chemical Pretreatment galvanizing process - comprising the
(1) CAUSTIC SOLUTION, (2)RINSE WATER, (3)PICKLING ACID, (4)RINSE WATER,
(B) the hot dip galvanizing process (5) FLUX SOLUTION & (6) MOLTEN ZINC BATH,
(C) the post treatment galvanizing process (7) QUENCH WATER
(1) CAUSTIC SOLUTION, (2)RINSE WATER, (3)PICKLING ACID, (4)RINSE WATER,
(B) the hot dip galvanizing process (5) FLUX SOLUTION & (6) MOLTEN ZINC BATH,
(C) the post treatment galvanizing process (7) QUENCH WATER
A. Chemical Pretreatment Galvanizing Process -
The hot dip galvanizing process involves batch dipping chemically cleaned fabricated iron or steel into a pot of molten zinc. Fabricated steel products are carefully jigged on frames in batches and chemically cleaned of all surface contamination such as dirt, oil and grease, mill scales and rust in a series of chemical tanks. Within the hot dip galvanizing process or galvanizing lines as its sometimes called, are the (1) Heated caustic solution, (2) Caustic rinse water tanks, (3) Hydrochloric acid tank (frequently between 3 or 4 and in big plants even more), (4) Acid water rinse tank - refer to diagram above
The heating of the caustic solution is to remove oil and grease contaminants quickly from the steel surface. The main chemical pickling solution used in the removal of other contaminants such as rust and mill scales is diluted hydrochloric acid.
The heating of the caustic solution is to remove oil and grease contaminants quickly from the steel surface. The main chemical pickling solution used in the removal of other contaminants such as rust and mill scales is diluted hydrochloric acid.
B. Hot Dip Galvanizing
The chemically cleaned steel is then immersed into the heated flux solution - a hot solution of zinc ammonium chloride. This is a corrosion protection chemical and this solution protects the steel surface from further rusting prior to the hot dip galvanizing process. (5) The heated tank of flux solution is labeled as (5) . - refer to Diagram 1 above (6) a very hot pot of molten zinc heated to a temperature of about 860 degree F (460 degree C). When the cleaned and fluxed steel are dipped into molten zinc it reacts with molten zinc resulting in the formation of a series of metallurgically formed zinc-iron alloy layers. (Refer to Diagram 2) These zinc-iron alloy layers namely (A) Eta Layer is pure zinc but relatively soft layer (100% Zn and 79 DPN ). The (B) Zeta Layer contains about 6% iron (94% Zn 6% Fe at 179 DPN). Next is the (C) Delta Layer with about 10% iron (90% Zn 10% Fe and 244 DPN) and (D) the Gamma Layer with between 21% to 28% Iron ( 75% Zn 25% Fe at 350 DPN). These two layers are very hard Zn-Fe alloy layers that are even harder than (E) the Base Steel at 155 DPN. These alloy layers provides the durable and abrasion resistant high performance zinc coating that continuously protects steel against corrosion.
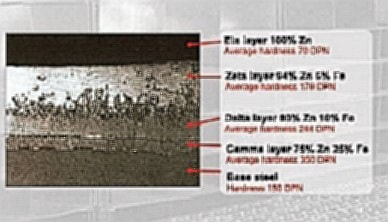
Diagram 2 - A photomicrograph of a typical Hot Dip Galvanizing Zinc Coat metallurgically bonded to the base steel (ZALAS)
Upon withdrawl from the molten zinc bath the hot dipped galvanized steel material acquires the mirror image of the molten zinc surface. Carefully controlling the withdrawal rate will ensures smoothness to the galvanized steel surface and no surface imperfections. This hot dip galvanizing process of dipping the steel article into molten zinc give rises to an article that is completely zinc coated and the galvanized steel surface is even and uniform.
C. POST TREATMENT
After dipping the steel products in the molten zinc bath the final stage is to dip the material into (7) Quench water. Frequently in the quench tank is water with either chromate or other passivasion chemicals. In places with high humidity this chromating or passivasion temporarily protects the outer most pure zinc Eta Layer from oxidation which results in a white power on the galvanized steel surface. - refer to Diagram 1 above.
After the hot dip galvanizing progress the products are checked throughly for rough edges, ash marks, zinc drips and bare patches. There will be a final zinc coating thickness measurement taken and a final QA check for total items against incoming documents. The finished goods are packed and tagged ready for final weighting and dispatched to white goods storage yard awaiting customers collection.
After the hot dip galvanizing progress the products are checked throughly for rough edges, ash marks, zinc drips and bare patches. There will be a final zinc coating thickness measurement taken and a final QA check for total items against incoming documents. The finished goods are packed and tagged ready for final weighting and dispatched to white goods storage yard awaiting customers collection.
WHY HOT DIP GALVANIZING PROCESS PROTECTS STEEL AGAINST CORROSION AND RUST -
Unlike zinc plating, cold galvanizing or painting, hot dip galvanizing is the only metallurgical process where the surface of steel is transformed from pure iron or steel to a series of zinc iron alloy layers namely Eta, Zeta, Delta and the Gamma layers. The total combined thickness of these alloy layers varies from 305 grams per square meters to more than 610 grams per square meters depending on the thickness of the steel material used to fabricate the steel products. The hardness of each of the different zinc iron alloy layers varies from 70 DPM hardness for the Eta layer to 244 DPM hardness (Diamond Pyramid Number) at the Delta Layer. This Delta layer is tested to be harder than the base steel with a 159 DPN hardness reading. These different hardness zinc iron alloy layers wear off at different rates which gives the hot dip galvanized steel this unique durability against corrosion in harsh environment. Rust which is iron oxide can only form when pure iron come into contact with oxygen thus with the hard alloy layers rust formation is not possible unless the zinc coating peel off or is worn off. This under normal weather condition takes a very long time indeed.
THICKNESS MEASUREMENT OF THE ZINC COAT -
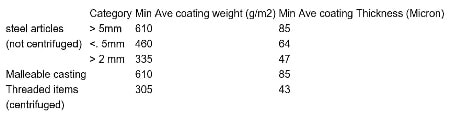
This zinc coating thickness can be measured with a magnetic thickness measuring device in a non destructive testing method or alternatively in the destructive method called the Stripping Test. The stripping method is carried out in a laboratory where a small sample is carefully weight before and after chemically removing the zinc coat. This determines the coating mass and can be converted to average coating thickness.


TYPICAL COATING WEIGHT FOR GALVANZINED STEEL AFTER THE GALVANIZING PROCESS
(BS EN ISO 1461 or British Standards 729:1971)
(BS EN ISO 1461 or British Standards 729:1971)
APPEARANCE OF HOT DIP GALVANIZED STEEL PRODUCTS -
Generally after hot dip galvanizing process steel is bright and shiny due to the correct alloying of the nearly pure molten zinc with aluminum. Spangled surfaces like fish scales are common. The surface is also rather smooth and takes on the smooth finish of the molten zinc as the galvanized steel leaves the zinc bath. With the correct air and drainage openings introduced at corners and edges of steel products free flow or molten zinc is possible and most articles leaving the molten zinc bath are free of imperfections. Due to its high melting point of 420 degree C and the narrow operating temperature range of between 450 to 460 degree C zinc drip lumpiness and zinc run marks may appear. These are soft pure zinc and can easily be removed by soft filing or grinding without damaging the zinc coating. Dull grey finish may also appear and frequently its due to the higher silicon content in steel. The finishes of hot dip galvanized steel is not comparable to galvanized steel sheeting or galvanized wires as the coating methods are different and the coating thickness are vastly different.
HOW LONG WILL HOT DIP GALVANIZED STEEL LAST -
How long would a piece of galvanized steel last after installation depends to a large extend on the place where the material is installed and what is the environmental condition.
Documented by ZALAS (Zinc and Lead Asian Service) are records of studies which conclude that in an (1)Arid Rural location zinc coating may last more than 100 years. In a (2) Rural location galvanized coating will last more than 90 years. In a (3) Mild Coastal environment where the air contains moisture with a salt (chloride) the zinc coating may last less than 50 years. In more hostile environment like a (4) Industrial location the life span of a galvanized coating reduces to more than 40 years compared to articles in a (5) Marine environment where coating life may be less than 20 years. Finally in a (6) Sever Marine location the anticipated life span of a galvanized coating is Less than 15 years. (Refer to Anticipated life of Zinc Coating Chart below)
GRAPH 1 - (1) ARID RURAL, (2) RURAL, (3) MILD COASTAL, (4) INDUSTRIAL, (5) MARINE, (6) SEVERE MARINE
Please note that hot dip galvanized zinc coating performs poorly in splash zones in coastal locations, acidic (below pH 6) and caustic environment (above pH 12). Hot dip galvanized steel should not be used in solution containing dissolved copper as small amounts of dissolved copper will cause pitting to the galvanized steel.
WHAT CAN BE HOT DIP GALVANIZED - Any Iron or steel product can be hot dip galvanized. Mild steel products and casting are easily hot dip galvanized. There is no corrosion protection reason to hot dip galvanized stainless steel but some times steel product may contain some stainless steel parts and these products are also easily hot dip galvanized.
WHAT IS THE COST OF HOT DIP GALVANIZING - Typically the cost of hot dip galvanizing in Malaysia is between 20% to 30% of the cost of steel material. Hot dip galvanizing cost per tonne of steel increases for lighter and thinner gauge steel products. In the case of centrifuge (spin) hot dip galvanizing for smaller parts, the cost per metric tonne is also higher.
WHAT CAN BE HOT DIP GALVANIZED - Any Iron or steel product can be hot dip galvanized. Mild steel products and casting are easily hot dip galvanized. There is no corrosion protection reason to hot dip galvanized stainless steel but some times steel product may contain some stainless steel parts and these products are also easily hot dip galvanized.
WHAT IS THE COST OF HOT DIP GALVANIZING - Typically the cost of hot dip galvanizing in Malaysia is between 20% to 30% of the cost of steel material. Hot dip galvanizing cost per tonne of steel increases for lighter and thinner gauge steel products. In the case of centrifuge (spin) hot dip galvanizing for smaller parts, the cost per metric tonne is also higher.
GRAPH 2 - COST OF GALVANIZING Vs A THREE COAT PAINT SYSTEM FOR VARIOUS STEEL THICKNESS
This chart shows initial application cost of a 3 coat industrial paint system after grid blasting versus hot dip galvanizing. The cost of a painting system is dependent on the surface area wheras the cost of hot dip galvanizing is based on finished weight of steel. For simple calculation the basis of comparison is based on a m2 of steel for steel of various thickness. The cost of painting a m2 of steel remains nearly the same for various steel thickness for a similar paint system. On the other hand the cost to hot dip galvanize a m2 of steel increases with thickness as weight increases. From the above chart on initial cost comparison, the cost of hot dip galvanizing becomes more costly when steel thickness exceed 20 mm . Please take note that the chart applies to cost comparison for a typical case in Malaysia and may not apply for other countries as cost may not be similar in different locations.
CAN I PAINT HOT DIP GALVANIZED STEEL - Painting of hot dip galvanized steel requires preparation such as sanding down, application of a Etching Primer before the paint application to ensure proper adhesion. Presently most paint manufacturers also sell paint that are suitable for direct application onto a galvanized steel. A "Duplex" coating of hot dip galvanized steel plus paint is a very good corrosion protection system frequently used in Steel Transmission and Communication Towers.
CAN I PAINT HOT DIP GALVANIZED STEEL - Painting of hot dip galvanized steel requires preparation such as sanding down, application of a Etching Primer before the paint application to ensure proper adhesion. Presently most paint manufacturers also sell paint that are suitable for direct application onto a galvanized steel. A "Duplex" coating of hot dip galvanized steel plus paint is a very good corrosion protection system frequently used in Steel Transmission and Communication Towers.

The guardrail manufacturer plant is located at:
Galvaco Industries Sdn. Bhd (99584-X)
Lot 16, Persiaran Sabak Bernam, Section 26
HICOM Industrial Estate, 40000 Shah Alam
Selangor, West Malaysia.
Email : galvacoindustries@gmail.com | sc.galvaco@gmail.com
Tel: 603-51914216 | Fax: 603-51914217
Mobile : 6012-208 8228 (Mr. How Boon Ngan) / 60 12-375 3180 (Ms. Julia)
Galvaco Industries Sdn. Bhd (99584-X)
Lot 16, Persiaran Sabak Bernam, Section 26
HICOM Industrial Estate, 40000 Shah Alam
Selangor, West Malaysia.
Email : galvacoindustries@gmail.com | sc.galvaco@gmail.com
Tel: 603-51914216 | Fax: 603-51914217
Mobile : 6012-208 8228 (Mr. How Boon Ngan) / 60 12-375 3180 (Ms. Julia)